How often have you looked for a specific miniature, only to find that it was unavailable? Or that the available ones had some flaw making them unsuitable for the particular use to which you wished to put them? Historical miniatures wargaming is a niche hobby, and by its nature tends to steer people into obscure corners of history, requiring obscure miniatures to recreate on the tabletop. However impressive the variety of miniatures is today - and it is incredible, considering how small a market the hobby represents - there will always be something we want which nobody makes.
One solution to this problem is to sculpt and cast the figures you want for yourself. This may sound intimidating, but in fact it is not (and it is a much more efficient way of getting the desired figures than just bitching a lot and doing nothing). With a bit of time and effort, and money - this is no way to save money! - most historical wargamers could probably do it. This article outlines the simple technique I have found for producing those figures which nobody seems to make. I do not claim to be a great sculptor or modeller or anything - I am just another historical miniatures wargamer who decided to make his own figures. But the techniques for producing custom miniatures from scratch aren't as difficult as you may think. They probably won't be the most beautiful miniatures in the world, but it is possible to produce acceptable miniatures at home - and you can't get them anywhere else!
One caveat: I have no experience with 3-D printing, or how the models thus created are designed. It looks really cool, and maybe someday I will get into it. For now, though, all the techniques I use are strictly analogue.
I should point out that the bulk of what I have sculpted and produced are things which are easy to do - casualty figures, for example. I like to keep my tabletop clean, looking like a diorama, without a lot of intrusive chits and other non-model markers. Casualty figures, ammunition chests, and other small terrain-type items are the perfect place to start when making your own miniatures. That said, I have also sculpted miniature soldiers (upright ones not yet on the casualty list) in 10mm, 15mm, 25/28mm and 54mm, so I have some experience with the more difficult subject of doing actual figures.
In the interests of decency and the general interests of our hobby, I will point out that making moulds of other people's commercial figures and casting them for resale is strictly illegal. It violates intellectual property law, and is a bad thing besides: most miniatures producers and retailers are in business only because they love the hobby, and somehow manage to make a go of it despite the fact that it is a low-margin proposition. Stealing from them - which is what knocking off other people's figures for resale is - just means you are making it even more difficult for the cottage industry which supports our hobby to survive. Don't do it. I am not a lawyer, and I do not know how the law sees the making of moulds from other people's figures for your own use. There are some good reasons why you shouldn't do this, however: (1) The quality will be noticeably worse. They might be the same figure, but you are in fact producing a copy-of-a-copy-of-a-copy (at the least) and also using an inferior casting technique (drop casting, as described below) to create your knock-off. (2) It is probably much cheaper, when all is said and done, to buy the figures from the source.
I will break the whole process down into three parts: sculpting, making a mould, and casting. In each section, I will provide links to online resources which I have found useful.
This is the hardest part, as it requires a lot of patience and trial-and-error. Fortunately, it is also the cheapest part of the process and the one requiring the least equipment.>/p>
Here's what you need:
Some thin wire. (The thickness depends on the scale of the figure. For 15mm I use very thin (20- or 22-gauge) wire; for 25mm I use thicker wire (as thick as the stuff they make small paperclips out of, but more flexible). If you can get sculpting dollies, then you don't need the wire. The best place to buy wire is at the hobby store - they sell it for making jewelry and similar craft applications. For stiffer, thicker wire, get the stuff they sell for doing floral arrangements.
Pliers. I use two different types - a small wire-cutter, and a small pair of needlenose pliers. You could probably get away with just the needlenose if they have a built-in wire cutter.
Corks, tongue-depressor-size popsicle sticks, or flat wooden shapes. These are used to hold the figure while you are sculpting, and are generally available at the hobby store.
Sculpting tools. These can be purchased in sets, or you can bum some worn-out dental tools off your dentist. You will also need at least one No. 11 Exacto knife (or equivalent) and a bunch of spare blades. Small files and sprue clippers - the tools you use for trimming flash off of figures - are also nice to have.
Good light. I bought a nice desk-lamp with a swan-neck arm and a built-in magnifier at the local hardware store. It is perfect. You will be spending a lot of time looking closely at something about a foot away from your face. This requires good lighting of the sort that can be focused between you and the tabletop and is easily adjusted.
A surface you can spit on. I use a wooden slat about 4 x 8 inches and a quarter-inch thick. This is actually my working area. It doesn't have to be big, but it should be something where you can spit on it and wipe it off afterwards without triggering the ire of your spouse, etc. If you have the luxury of having a dedicated workbench that's probably better, but I don't. My entire set of scultping stuff fits into a zip-up pencil case.
Green stuff or other scultping epoxy. I always use Green Stuff, but there are others on the market now. What you don't want is Milliput. While it has its uses, especially for doing rigid stuff like weapons, I find it extremely difficult to work with. Buy yourself a 90-gram (3.5-oz.) tube of green stuff, and you will be set for a while. You don't use a lot of it, but when you buy it in ribbons at the gamestore you are getting ripped off. One good place to get sculpting supplies is Green Stuff World. They have good sculpting tools, dollies, and - surprise! - green stuff (I think it's called "Procreate Putty"). When storing green stuff, always keep the blue and yellow parts separate. I put the blue back into the tube first, open end down, and the yellow part in second, open end up. Otherwise, the whole thing can fuse into a useless block.
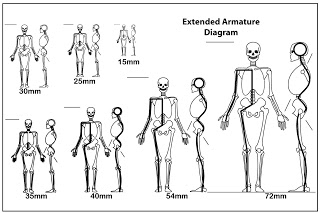
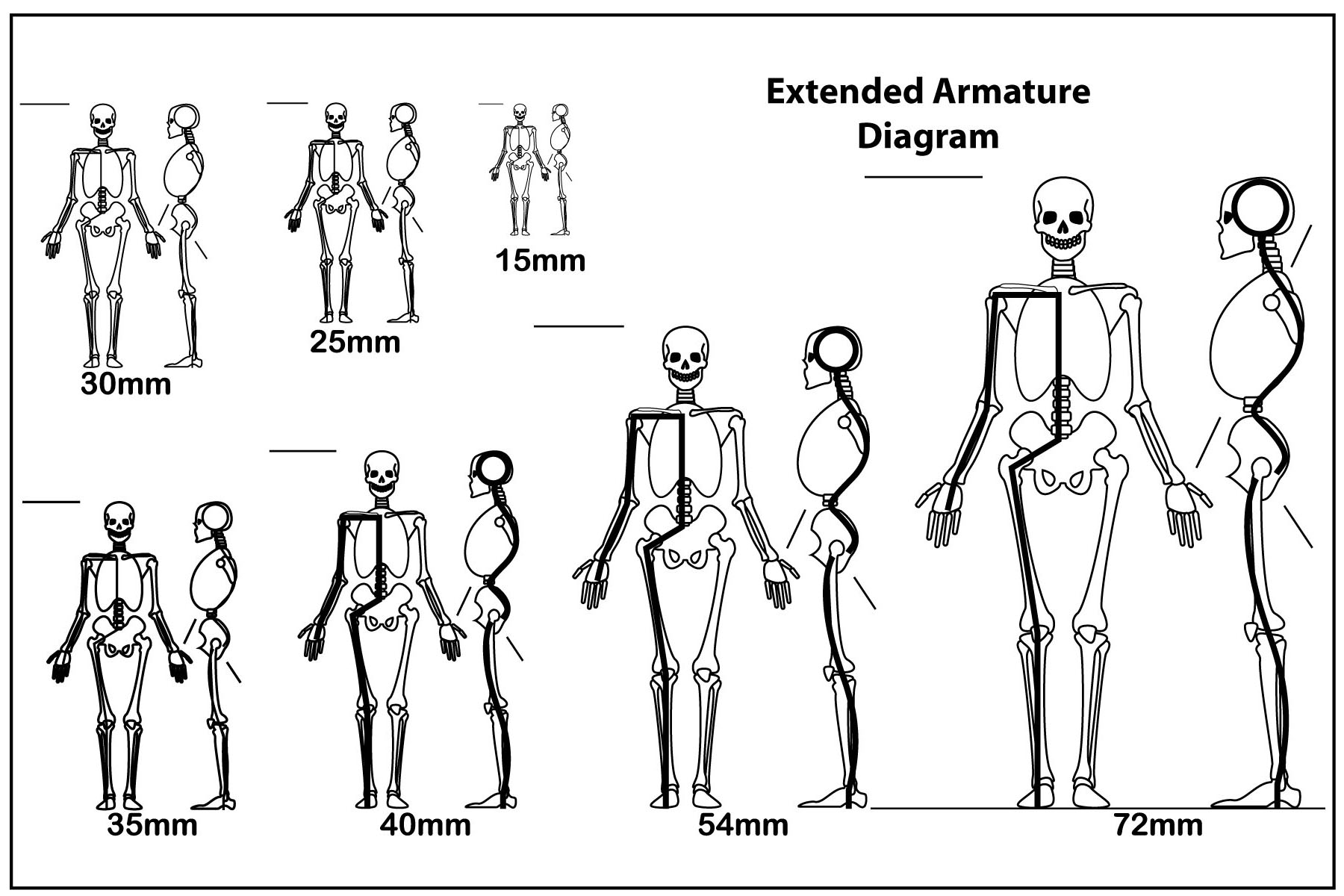
Sculpting human proportions correctly is hard, and you may find that it is easier to produce decent-looking figures if you use dollies. Dollies are featureless human-shaped miniatures which help you in getting the proportions right. Some look like little mannequins, some look like skeletons, and some are even more basic than that. They help - a lot - but for some things (like casualty markers) you will typically be building a wire frame for your model (an armature), since a dolly will break if bent into the wanted position. It is a good idea to learn how to build an armature for a human figure in correct proportions by hand. There are lots of videos and other resources on the web, but I like to have this diagram (not shown here at full size) in front of me when I build an armature:
The picture is from The SculptDude, who is apparently a professional sculptor named Patrick Keith. You can download the full-size image and print it. (I don't know what kind of a dude he is, but he's good at sculpting.) I don't rely on the image for sizing my armatures - just for proportions. The height of a miniature is measured from the bottom of the feet to the eyes when the figure is standing straight upright, if you want to use a ruler. I generally am guided by examples of whatever miniatures I am trying to match or imitate.
If you want to buy dollies, there are several sources. You can get them from Reaper Miniatures (these are the "non-heroic" 28mm kind. They also have heroic ones which I think are more like 32mm, and they sell female dollies, too). Green Stuff World has dollies in 25mm, 28mm, and 32mm. Ebob miniatures has some great armatures (including dwarves if you are into that kind of thing) but also sells horses, mules, camels, and elephants (sculptures, not armatures) along with reasonable commercial licenses for using them in resale figures. All of Ebob's stuff is in 28mm. There are no doubt other sources for armatures out there, so you can shop around until you find some you like. For 15mm armatures, the selection is extremely limited. I have only ever found them at Alternative Armies, although apparently Splintered Light Miniatures also has them - I think you have to e-mail the guy because I couldn't find them on his site.
Once you have the tools and equipment, you can start sculpting. You want to plan ahead: think about what you need - just one figure? A unit? I like to have at least a half-dozen sculpts in production at any one time, because they will advance incrementally over several sessions. If you have lots of different sculpts in different stages of completion, then you won't find yourself waiting for green stuff to harden, which can take a while. You want to work incrementally on several sculpts, because doing too much all at once on a figure is a sure-fire way to accidentally destroy something you just finished that is still soft.
I like to have at least four and maybe five or six different poses for any given unit, including command figures, standard bearers, and regular soldiers. You want to think about the figures you need to put on the table, and then sketch them all out on paper, so you know what you are modelling. This will also get a lot of the research on uniforms and equipment done, and give you a nice set of go-to links (or print-outs) to work from when you start actually modelling.
I am working on some US troops for the 1942 invasion of the Phillipines right now, and I have in the works: an NCO, two riflemen, a BAR gunner, a machinegunner, a loader (for the machine gunner), and a minimally-equipped officer figure which I can use also as a spotter for artillery and other purposes, by changing out his weaponry and equipment (you can buy pre-cast 28mm equipment from The Assault Group for WWII troops and lots of other periods. Front Rank also has some nice equipment sets for horse & musket periods for weapons and such - you can get them from Triangle Miniatures in the US; Front Rank is UK-based).
The process of modelling is simple. You get out a cork or wooden base for your model, and you get your armature or dolly, bent into the pose you want to sculpt. Mix some green stuff thoroughly by kneading, to make something the size of a large pea. Half-and-half proportions are normal, but if you increase the sticky yellow component the result is slower-drying and stickier; if you increase the non-sticky blue component it dries faster and sticks less. You will learn by doing. Initially, all you need to do is attach the armature or dolly to the base. Let it dry completely before doing anything else. For me, this means creating the integral base of the figure and maybe some rough feet to hold the armature in place. Heat makes the green stuff dry quicker; putting it in the fridge makes it dry slower. Green stuff will harden into inutility in about an hour at room temperature, so mixing it in small quantities is usually best.
Once you have the armature or dolly attached to the base, you can take a session or two to fill it out with a rough approximation of the figure. Subsequent sessions will be focused on refining the figure and filling in details. There are many good tutorials and videos online (and some books, too) which will show you the process far better than I can. What they don't tell you (or at least, didn't tell me) is that in order to smooth the edges of soft green stuff together, you need to use spit (or other lubricant, but spit is readily available, water-soluble, and easy to clean up). Spit on your work surface and dip your tools in it when you want to blend two areas of green stuff together, even if one is already hard. If the green stuff is getting too sticky, lubricate with spit. (Watch out, though - once lubricated, the green stuff becomes entirely non-sticky.) For smooth, blended textures you will want a rounded blade of some sort (or the handle of a file or Exacto knife). The process is one of pulling a tiny bit of green stuff off the ball you mixed it into, sticking it to the figure, shoving it into place, and then smoothing it down or otherwise shaping/texturing it. It's the last part which requires spit.
Each figure I sculpt will take between eight and a dozen sessions to complete. At the start of each session I take a sharp Exacto knife and refine the work from preceding sessions by trimming off anything which is wrong or needs to be re-worked. You can also use a file, but this generally leaves a ragged texture which will need to be covered with another layer of green stuff, and so defeats the purpose. A sharp blade is best for trimming.
You will find yourself really looking at miniatures (and at people, and pictures of people) in a way that you may not ever have done before. You start to look for the details which never mattered until now. (Winston Churchill wrote a monograph about painting landscapes with watercolours, essentially saying that you have never really looked at a landscape until you've painted it. It is true - and the same principle applies here.) Some sculptors have their spouse (or other such entity) take pictures of them in the pose they want to sculpt from different angles, to have on hand while working. I generally try to imitate specific existing figures, which is easier because they are three-dimensional (and don't require annoying a spouse to obtain: "Hey honey, I have a new hobby which uses spit as a lubricant. Will you take some pictures of me?" Not going to work...).
For me, learning to produce a reasonable sculpt took a lot of practice, and I spent a lot of time looking at exactly how the figures I bought were done, in order to imitate them. You should feel free to abandon any sculpt which doesn't promise to work out, although most will be salvageable by simply cutting off the parts that aren't working and re-doing them. Aside from dollies, the materials are cheap, so you want to take your time and do as many as you need to get it right. The process is potentially frustrating, but if you relax and just stick with it, you will get better. It's a lot like learning to play a musical instrument - it seems too hard at first, but you improve a lot with practice.
Something to be avoided: poses which produce holes! It is often impossible to avoid having space between an upright figure's legs and an integral base (unless they are running with a foot off the ground), but things like space between a rifle held at the ready and a figure's abdomen can be avoided, and should be. These become difficult to create good moulds for, and are generally not worth it. Also to be avoided are long skinny things, as these are also difficult to mould. It is hard to avoid such things as bayonets and swords, but the less of this stuff you have to deal with, the better. Flagstaffs, pikes, and spears should be created with wire on the finished figure. After you've been sculpting and casting for a while, you will get a sense of what casts easily and what does not, but in general terms thick areas will fill with metal better. Fine textures and details will often disappear. This is the result of using easy and cheap methods for mould-making and casting, but the alternatives are very expensive by comparison (hundreds or thousands of dollars expensive) and so generally prohibitive.
Another word on long skinny things: you do not want your sculpt to be flexible, or it will distort in the mould-making process. I often find that creating such items as rifles or swords separately around a piece of stiff wire, and them attaching them to the figure, is the best technique. One method for doing this is to take a piece of stiff wire and embed it into a thin sheet of rolled-out, smooth green stuff on your work surface. Once the green stuff has hardened, you can trim it to shape with a blade, and then sculpt the details onto the top of it. Once complete and hard, slice it off the work surface, flip it over, and attach one end of it (the rifle butt, for instance) to the work surface with a dab of green stuff. Let it harden again, and then go back and finish the details on the blank side. You may even find yourself making moulds of things like rifles, canteens, and knapsacks, and then reproducing them and using the castings in your sculpts. If you can get this to work, it is ideal - this is how the professionals do it, as it makes the weapons and equipment consistent, the way that standard-issue items should be. The castings will lose details, however, when they are re-moulded and recast, and may need filing and so on to restore their detail before being used in a sculpt.
It is worth looking around and seeing what pre-cast equipment and so on is available: if something is difficult to scuplt and cast, but cheap to buy in quantity, then you may want to think about sculpting everything except the piece you can buy, and gluing it on to the cast figure afterward. This extends also to heads - some companies intentionally produce heads and separate bodies, so the two can be combined in different ways. Sculpting good faces is not easy, so you may wish to simply skip doing it and buy the entire head if the ones you want are available. (Peter Pig even does lots of heads for some of its lines in 15mm).
When you are sculpting markers and terrain, you may find that you can incorporate non-green stuff items into your sculpts. This is fine, so long as they are not flexible. Professional sculptors are restricted to materials which will handle the pressures and temperatures of vulcanization in the industrial mould-making process. If you are creating moulds for drop-casting figures at home, this doesn't matter, because you don't vulcanize your moulds. Wooden or plastic shapes such as toothpicks, small cubes or balls, beads, or anything rigid of the right size which you find at the hobby shop will work fine, and green stuff will stick to almost anything. You may even wish to work in materials such as Sculpey, which can be hardened in the oven, to produce small bits. Sticking things together with superglue or other non-industrial-strength glues tends not to work when creating a final sculpt, as the mould-making process applies a lot of pressure to the model from different angles. You are better off using green stuff as an adhesive.
Once you have some finished sculpts, you are ready for the next step. There are two basic techniques for creating moulds at home for casting metal- One uses jeweler's putty, and the other RTV liquid. Putty is the easiest to work with, and we will focus on that here.
Needed materials are:
Silicone putty. This is a two-part compound which is used for lots of craft applications. You can buy actual jeweler's putty, but it is very expensive. The best source I know of for it in the US is Castings, Inc., who sell something called Quick-Sil. I used this happily for many years, but it is quite expensive. It is very durable, and it can handle the heat of molten metal well. A cheaper alternative - and one which is easy to find, as they sell it on Amazon and in most craft stores - is silicone mold putty. There are several manufacturers. The one I have used most is Alumilite, but all seem to work. They are not intended for use with metal, however, and so are less durable than jeweler's putty. If you pour over-heated casting metal into them, they will burn. Since you don't want to cast with over-heated metal in any event, this may not be an issue, but it is something to think about. I have never used the brush-on silicone that such companies also sell when making moulds for metal castings - I suspect that it would prove disastrous, and do not advise experimentation. (It works OK with resin, though.)
A moulding box. This is something you can buy - the one I have is from Castings, Inc., and is a really great piece of equipment. However, they are easy to make. Take a small jewelry gift box (big enough to fit your sculpts and then some - 2 to 3 inches on a side is good) and some wooden slats 1/4 inch thick and slightly wider than the box is deep - they must be of equal width. Line the inside sides of the jewelry box with wooden slats, such that they would form their own smaller box if attached at the corners, but do not attach them. Now, make a bottom from one or more pieces of slat so that you have five sides of the box lined with wood. None of the slats are attached to the jewelry box or to each other - the silicone putty will hold them in place. They must stick up above the sides of the jewelry box by a little bit (1/4 to 1/2 inch). The top should be a single piece of 1/4 inch thick wood large enough to cover the box and extend over the edges a little bit, and you will need a second identical piece of wood to use underneath the box. These will be clamped into place while the mould is being made. (Moulding support boards work well for this - see Casting, below).
C-clamps (or, in Europe, G-clamps). You will need at least two, which should be three or four inches wide.
Separation cream or vaseline. You can buy special cream for this from the same place you get casting and mould-making supplies, but plain vaseline works fine, even if it is a bit messier.
Paintbrushes. These would be generic hobby-sized soft-bristle brushes with a head of about 1/4 inch wide. Don't use your regular paint-brushes for this because they are going to be used for spreading vaseline. Cheap is good.
The process goes as follows:
Brush a very thin layer of vaseline on every surface of your sculpt, including underneath the base. The vaseline will fill in detail if you are not careful, so make it a very thin coating.
Take two equal parts of the silicone putty (one part A, one part B) so that taken together it is enough to just slightly over-fill the box. Knead them together until the color is uniform and the texture is smooth. Split it in two, with one half slightly larger than the other. Be quick about this, or the putty will start to set and ruin everything.
Take the larger half of the putty and form it into a shape approximately the size of the bottom of the box, which has all the liner slats in place on sides and bottom. The putty will pin the slats into place against the sides and bottom of the jewelry box. Press it in so it fills the bottom of the box as completely as possible, and smooth it out, but leave it a bit uneven, so the two halves of the mould will always align the same way. Again, be quick.
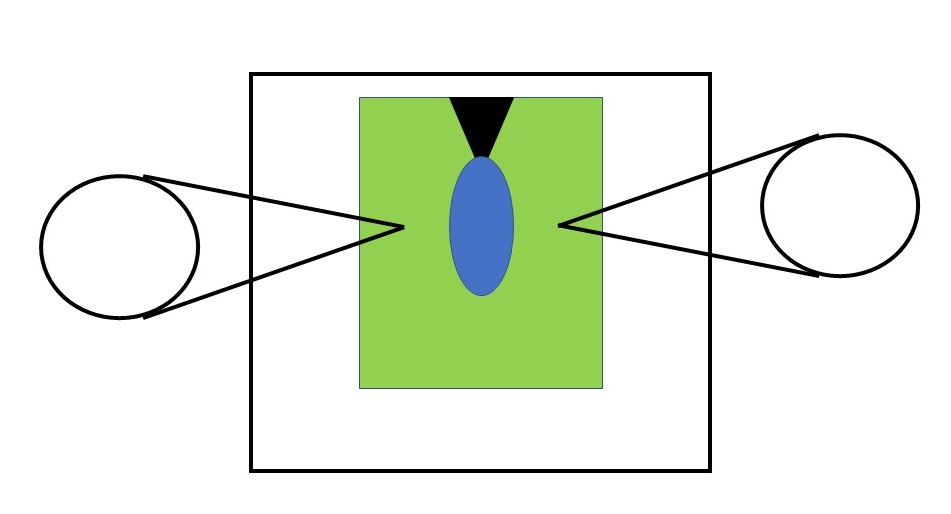
Place the sculpt into the putty, press it in half way, and then push the putty around it so that it is as snug as possible. You may wish to fully cover some parts of the model so they don't get affected by the separation line of the mould. Better detail is generally found on top and bottom, so think about how you will angle the sculpt in the putty. You must leave some putty between the sculpt and the bottom, sides, and top of the box or the mould won't work.
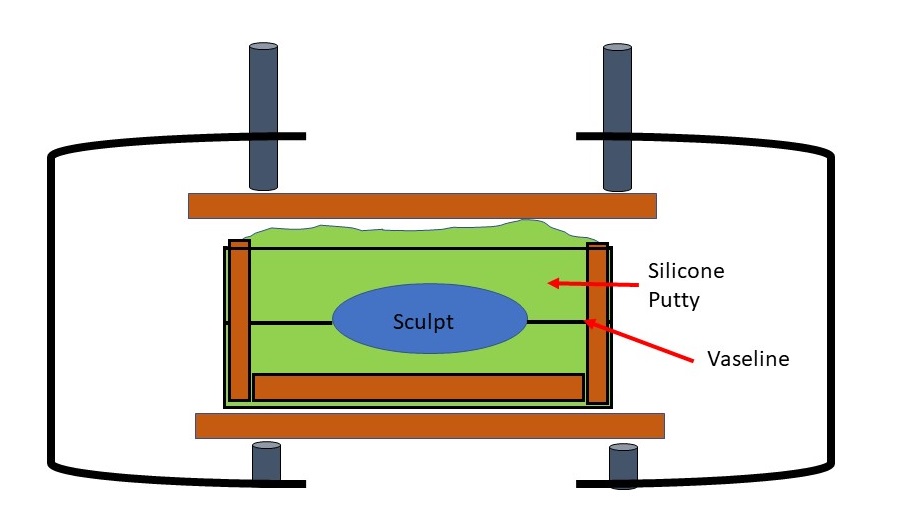
Brush a thin layer of vaseline on top of the putty, everywhere. You can also cover the sculpt again, but don't fill in the details. The putty should be completely covered or the halves of the mold will fuse together when the putty sets. Place the remaining half of the putty on top of the sculpt and push it firmly around it, filling the entire top of the box and more - the box should be slightly over-filled, and there should be no spaces left inside the box,
Place the box on the bottom slat, and cover it with the top slat. Push it down evenly onto the box so that the putty starts to ooze out a little bit. Place a C-clamp on each side, and slowly and evenly screw them into place until the box is tight. You can use a fair amount of pressure here - you don't want to destroy the jewelry box, but you want to squeeze the putty into every crevice of your sculpt. Some putty will ooze out from under the top, which is not only fine, but a sign that things are working. No ooze means you didn't use enough putty.
Wait for at least half an hour, until the silicone putty has set. Don't be hasty, or you will ruin the mould by opening it too soon.
When the mould has set, remove the C-clamps, and take the bottom slat off. Now, lifting the top slat, pull the whole ensemble out of the jewelry box. It is typically stuck together by the silicone putty, which should now have a solid rubbery feel. Peel away the wooden slats from the top, sides, and bottom. The two halves of the mould should now come apart (they may need a bit of help). The sculpt can be gently removed. The moulding box is reusable, so try not to destroy it when taking your mould out.
The oozed putty can be trimmed away with an Exacto knife, leaving you with a perfectly rectangular mould when the halves are fit together.
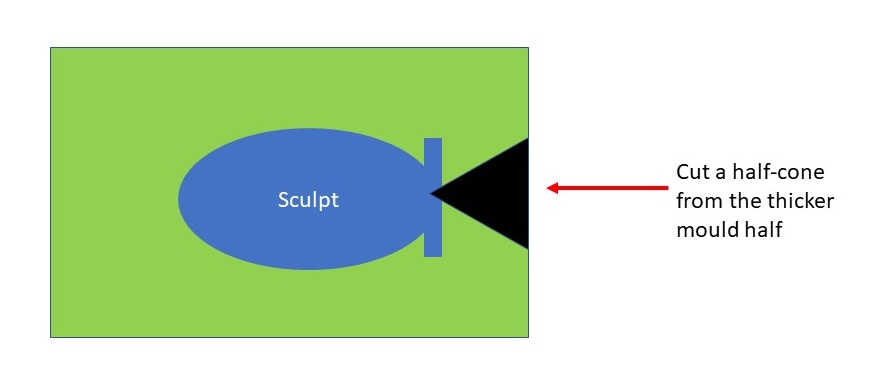
Cut a conical hole (a "vent") in the thicker mould half mould where you will pour in the metal. The tip of the cone should intersect the impression in the mould, leaving a gap about 1/8 inch around (at the tip of the cone). The base of the cone should be reasonably wide, so it can act as a reservoir for the hot metal to collect in while you pour. I usually try to make the tip of the cone hit the base of the figure, since that way it easy to trim without losing any detail from a casting.
Making a mold with RTV liquid silicone is a better way to bring out the detail in a sculpture, but in my experience the mould rubber is not as durable, and the process tends to be more error-prone and messier (you need rubber gloves). There are many good videos on YouTube showing you how to do this. It essentially involves creating a box in the shape of your mould (they also sell these), and filling half of it with plastecine, a non-hardening clay. The sculpt is positioned in the plasticine along with some small shapes placed in the corners which will align the mould halves (I use short sections of dowel for this, about 1/2 inch long). You then position the sculpt in the plasticene, mix the two-part silicone liquid, and then pour it slowly and evenly into the mould box. After a few hours the silicone will set. You then flip the box and remove the plasticine and the aligners, and put separation creme over the half of the mould you have made, leaving the sculpt in place. You fill the box with more liquid RTV to finish the mould, again waiting several hours. One problem is air bubbles, so you generally tap the sides of the mould box before the RTV hardens to make them rise to the top (you also have to be careful to pour the RTV liquid into the mould box slowly).
I would recommend trying the process with putty before using RTV silicone rubber - you will learn something about how moulds and casting work, even if you are not happy with the level of detail on your castings. Then, when you try the more involved process using RTV liquid, you will have a better sense of what you are trying to achieve. RTV silicone is available in many places. Castings, Inc. sell a quick-drying version called LiquaFast ICE. There are others sources of 2-part silicone RTV rubber which may be less expensive, but which typically require hours, not minutes, to dry.
When drop-casting, you are dealing with toxic, molten metal. On contact with even tiny amounts of water it spatters, sending burning liquid metal flying through the air. Lead and some of the other metals used in white casting alloys are toxic. It is very important to wear safety glasses and appropriate protective clothing, to do your casting outdoors or in a very well-ventilated place, and to practice good abatement. Do not cast figures on the kitchen stove! Do not cast or store casting materials anywhere frequented by children. Be careful and conscientious - the dangers of harm in both the short and long term are very real.
Seriously. Don't be an idiot.
The equipment needed to drop-cast miniatures can be very simple and inexpensive. It can also be the opposite. What you use may be impacted by your budget. I will point out what is required at a minimum, and then describe some of the more-expensive alternatives which can make the whole process easier.
Melting pot/ladle. This is anything from a small flat-bottomed metal ladle to a fancy melting pot. If you buy an electric melting pot, it will have its own built-in heating element. A cheap electric burner works, too, with a simple non-electric ladle. If you use a burner, make sure it is a dedicated casting burner, and is never used for food preparation activities. You can buy ladles (or - and I recommend it, a starter casting tool set) from Prince August in Ireland (although they have many European distributors, such as Berlin Zinnfiguren in Germany). Their distributor in the US is Dunken. A source for both basic equipment and some of the fancier melting pots and other tools in the US is Casting, Inc..
Mould support boards. These are just small squares and rectangles of particle board which come in matched pairs. They are used to sandwich the mould which is then clamped.
Mould clamps. You can use C-clamps (G-clamps) for this, but all the unscrewing gets annoying. The wire ones sold by Prince August and others are much easier and better. You will want a minimum of two of these, although more is better.
Mould talc powder. You can use ordinary talcum powder (baby powder) but it gets lots of perfumes and gunk in your metal, causing lots of slag. Far better is to get a small tub of this from one of the casting suppliers, above. It is applied to the mould halves before casting using a cotton ball, to help the metal flow through the mould.
Safety glasses and gloves. At a minimum, always wear safety glasses, gloves, long trousers and shirt, and shoes or boots which fully cover your feet. A workshop-type apron is not a bad idea either. Hot metal not only burns, but it sticks and remains very hot for a while (think napalm). Exposed skin is a bad idea - casting metal is a messy business.
Pliers, a file, an Exacto knife, and a spoon. You will need at least three pairs of pliers - these are your hands when working with hot metal - you simply cannot use your fingers without burning your gloves or flesh. You will want a pair of good needlenose, a regular short-nosed type with a wide gape and a good grip (for holding larger chunks of metal being fed into the melting pot, etc.) and a pair of snips. More pliers of various sizes almost always come in handy. A fine-toothed hand file - the flat type they sell in the hardware store for woodworking - is used to get the rough parts of your figures squared away (mostly the bottoms of bases). Also, you will want a dedicated No. 11 Exacto knife (they tend to get trashed). This is used for cutting channels in your mould and acting as a general poking device when checking on the state of your molten metal. You will also need a large metal tablespoon to get molten slag off the top of your casting metal. Do not eat with it afterwards!
A casting board/table. The process of drop casting leaves hot metal all over the place, and it not only burns whatever it touches but it runs and can cause a real mess. You will need either a board of at least 2 foot on a side or a workbench, or both. Metal is expensive, so you want to be able to collect and re-melt your escaped metal when it has cooled.
Casting metal. Now we start spending money. For small figures, you do not need a lot of metal, but you also need enough to get everything started in your melting pot or ladle, and you will find that metal disappears during the casting process, becoming slag or being stuck in tiny amount to your workbench, burner, or other surfaces. You can buy casting metal from the suppliers listed above, and many other sources exist, for casting bullets and other applications. The section below gives some of the information you will need when metal shopping.
Somewhere to put your slag. You should have a sealed container to contain slag. It is especially toxic, and should be desposed of in the same way that you would get rid of old paint. In fact, old paint tins are a good container for holding slag. Do not throw it in the trash - this is both illegal and irresponsible.
I would recommend that anyone starting out buy the Prince August starter kit, which includes a ladle, two clamps, some casting talc, mould support boards, and a pamphlet which no one ever reads. This, plus pliers and file, an Exacto knife, a cheap spoon, a board, some casting metal, and a burner will have you set up (plus, of course, protective glasses and gloves). All of these except the metal can be purchased at hardware stores and similar normal retail outlets. You can generally buy a chunk of casting metal at the same place you get the Prince August starter kit.
Another tool which can come in handy is a specialized thermometer for measuring the temperature of your metal. These can be purchased from the casting supply outlets mentioned. Do not use a thermometer intended for kitchen use - it will neither function nor survive, and could potentially add mercury and shards of broken glass to an already toxic mix. Some melting pots have built-in temperature controls, making a thermometer redundant.
Once you have done this, you may decide you want to spend more money on fancier equipment, such as an electric melting pot. This can make the whole process easier, but it also requires more cash, and you will find that you are already spending a fair amount of money just buying metal. Wargaming miniatures often travel in units of a couple of dozen figures, so in most cases you will want enough metal for any given project to cast them. Once successful, the metal is used and gone (unsuccessful castings go back into the melting pot.) If you get into it, you will find yourself going through more metal than you might expect.
For abatement reasons, I keep all the tools I use for casting separate from all other tools. Thus, pliers, burner, file, and other such equipment is not used for any other purpose, but is safely stored away from everything else. I strongly advise you to do the same.
The process of casting is a simple one:
Heat the burner or melting pot with some casting metal in it. The surface of the metal will change when it liquefies, and you can poke it with an Exacto knife to see if it is ready. It must be more than just molten, but not burning. Try 350 degrees Farenheit and inch up from there, and stay below 600.
While the metal heats, take the mould or moulds you wish to use, and powder them with talc. Once powdered, put the halves together and shake the mould to distribute the talc evenly throughout the mould - you want only a very fine dusting. Blow any excess out of the moulds, in a direction where the talc won't settle in your melting casting metal.
Put each mould together, and sandwich it between a pair of matched, aligned support boards. The vent for pouring the metal should be clearly exposed near the top of the boards. Place one or two clamps to keep the mould securely closed between the boards.
Positioning the mould well away from anything else, take the now-heated metal and pour it slowly but steadily into the vent. The vent will usually back up and hot metal will overflow onto the boards, the top of the mould, and the work surface. This is OK, and normal. While the metal is still molten liquid, tap the top of the mould boards gently with the ladle or pliers.
Let the mould sit while the metal cools. You will see the surface of any exposed metal change color when it goes from a liquid state into a solid one. Wait a little longer before trying to open it.
Take the pliers and peel any metal you can away from the top of the mould. Now, without touching any metal (it is still very hot), move the mould away from any spillage from your pour. (When the spillage is solid, put it back into the melting pot with pliers.) Using gloved fingers, open the clamps and let the mould fall onto its side. It may or may not open at this point. If not, push the top half of the mould open using pliers. Let everything cool for a moment - often, there will be some burning talc. If there is anything serious burning, your metal may be too hot - try to avoid this.
Holding the half of the mould with the casting in it in your gloved hand, use pliers to gently pull the casting out of the mould. Holding the casting in pliers, use the snips to remove the excess metal from the vent, snipping as close to the base of the figure as you can. Set the figure aside and let it cool. All excess metal should be collected and placed back in the melting pot.
Watch the metal in the pot - if there is a build-up of ashy scum floating on the surface of the metal, that is slag, and should be skimmed off with the spoon and set aside to cool and harden, after which point it can be deposited into the slag container.
If more metal is needed, feed it into the melting pot. This may involve holding one end with pliers while the other end of the ingot melts - this will depend on how the metal is supplied to you.
Take a look at the casting. Check to see if long, skinny parts poured well. Check to see if the detail was picked up. If the casting is flawed, melt it down and try again. If not, you are now the proud owner of yet another wargaming miniature!
There are several reasons for a casting not coming out well. Generally, the first cast or two will not work, because the mould itself is too cold, and is not allowing the metal to fill the mould completely before it starts to solidify. A mould which is too hot will also not pour well, and is in danger of burning - it should be allowed to cool if you stop getting good castings from it, especially if the metal is seeping out rapidly from the sides of the mould.
You also need to look at the size of the pouring vent - if it is too narrow, not enough metal may be getting into the mould fast enough to fill it while still in liquid form. This can be fixed by making the small end of the pouring vent slightly larger. Another set of issues arises from having poor flow characteristics - the reason why gun barrels, swords, and other long, skinny parts of the mould won't fill properly. There are a couple of things you can do to solve this. One is to angle the mould between the support boards so that the end of the long skinny item is pointed downwards. Molten metal is a liquid that flows downwards. In addition, it is displacing the air inside the mould as it flows in. Think about these aspects of pouring to determine if changing the angle of the mould itself will help. If that does not work, you can cut channels in the mould (also called "vents") connecting the end of the long skinny part to a near edge of the mould. This channel may wholly or partially fill with metal, but this can be trimmed away after the casting cools. Generally speaking, these types of channels should point upward, to allow air to escape and a little metal to enter, but not to act as a way for the metal to exit the mould during casting. Such channels should be as small as possible.
As you gain experience, you will learn a few things which will improve your castings. One is how to sculpt a figure so that it casts well. This is purely a matter of experience, but you will learn pretty quickly which features cause problems. Another is how to position a figure when the mould is being made. The line where the halves of the mould separate, and which details are in front or back (rather than on the sides where the mould halves join) can make a lot of difference. In addition, the angle of the figure in terms of the top of the mould and the pouring vent will affect how well it casts. It is normal to put more than one figure in a single mould, each with its own pouring vent, and it is not uncommon for a single figure to have two pouring vents. These are all things which you can think about when sculpting, making moulds, and casting to produce a better, more consistent final product.
Do not expect a mould to work perfectly every time, or even most of the time. They don't. You need a hot-but-not-too-hot mould, placed at the right angle, with the right channels, being filled with hot-but-not-too-hot metal for it to work. And, if you have the wrong alloy, it can make things even more difficult (see below). Also, renew the talc inside the mould after every few pours, to keep the metal flowing smoothly.
One reason why I advise beginners to start with casualty figures - and they should be prone casualty figures with a sculpted, integral base - is that they are easy to mould and cast. By doing this, you can create useable figures and learn the basic process at the same time. You should be prepared for failure with the first mould you make. You can always re-mould the sculpt and try again. Learn from your mistakes, and stick with it.
The type of metal you cast with will have a major impact on the quality of your castings. Commercial producers using spin-casting machines can get away with using a lower quality of metal than you can when you are drop casting. Most of the producers of casting tools above also sell various grades of casting metal alloys. Castings, Inc. now sells only an alloy called Brittania Lead-Free Pewter. It meets my criteria for being a good casting metal - it is mostly tin. (Don't think that "lead-free" means non-toxic. Antimony is also toxic, and is used in many lead-free alloys.) If you are buying Prince August alloys from them or Dunken, use the Model Metal. (They also have something called "EZ Pour" metal which I haven't used but looks promising.) Berlin Zinnfiguren has something called "detail metal" which is 50% lead and 50% bismuth. This works well. They also have a 30% tin/70% lead alloy which will work, but has a higher melting temperature and will not take detail as well.
Ideally, you want an alloy with a low melting point, a small lead component (30%, or none at all), and a high tin component (70%) or possibly bismuth, which melts at a low temperature and reduces shrinkage. To give you some idea, a commercially-produced silicone mould like the ones Prince August makes is destroyed at 700 degrees Farenheit. You do not want to be casting at these temperatures, even if your melting pot does 900 degrees F. Your moulds will not stand up to it. The ideal alloy (70% tin, 30% lead) melts at a little over 350 degrees Farenheit. Try casting at 400 degrees Farenheit or less. Do not go up to 600 degrees!
Here is a table which gives you some alloy compositions and melting points (most of these are alloys that Castings, Inc. used to sell but no longer carries).
| 10% Tin, 90% Lead & Antimony (not good) | 577 degrees F |
| 50% Tin, 39% Lead, 11% Antimony (this was a great casting alloy) | 360 degrees F |
| 100% Tin | 450 degrees F |
| 91% Tin, 9% Antimony, Bismuth & Copper | 425 degrees F |
| 54% Lead, 11% Tin, 35% Bismuth (Prince August Model Metal - very good) | 280 degrees F |
If you start looking around for white metal casting alloys, you will find them - lots of people who are doing commercial spin-casting and jewelry use them, and they are sold for many purposes. You cannot always trust the descriptions, either, because these will be aimed at people doing spin casting, which is less demanding in terms of flow and detail, and can tolerate higher temperatures. They usually list compositions and melting points, however. What you want is lots of tin and not too much lead - I draw the line at 50-50 if I can. Using tire weights and similar types of metals for casting is a mistake (unless mixed with a lot of pure tin and bismuth) - lead melts at a high temperature and doesn't take detail well at all. (Roadside tire weights are also full of impurities which cause slag. Ugh.)
You will very likely start to collect all the white metal you trim off of the figures you purchase, and use it in casting your own figures. This is fine, but be aware that when you melt this stuff down for the first time you should have it in the melting pot when the pot is cold. If you dump it into hot metal, the smaller pieces such as filings will generally burn before they actually get to the surface, turning directly into slag. You should definitely look around for sources of figure-quality metal to re-use: I used to be able to buy job lots of 25mm Minifigs for cheap, and melt them down. They had a bit too much lead in them, but you could solve that by adding pure tin. You don't see so many Minifigs these days, but sometimes you can get large quantities of unpainted miniatures at a huge discount. (Melting down painted miniatures is an adventure in dealing with slag and toxic fumes which should be avoided at all costs.)
If you want a rule of thumb as to how many figures you can get from a pound of casting metal I will give you one, but it is not very accurate - different sculpts use significantly different amounts of metal. A pound of casting metal will give you about 25 25mm figures, about 9 54mm figures, and about 50 to 60 15mm figures. Be generous when determining how much metal you will need - there will be some wastage, and you can always use whatever is left over later.
When you get into sculpting, mould-making, and casting you may find yourself applying these skills more widely than you expected. You are no longer bound to the figures and models which are commercially available, and this may lead you into making models of soldiers, terrain, and equipment which are not usually seen on the wargames table. You are no longer limited by anything but your skill in making miniatures and your imagination. You may also discover that there are companies making moulds for 25mm, 40mm, and 54mm figures which can be used to cast some of the less-common types of wargaming armies (there is an entire community devoted to gaming with toy soldiers in the larger sizes - as I write, Howard Whitehouse is working on a set of rules called A Gentleman's War for the larger, glossier, more traditional figures which inspired our modern hobby, and he's not the first by a long shot).
You may not produce the most beautiful miniatures - most of us simply lack the artistic talent that today's professional miniature sculptors routinely display - but you will have figures which are good enough for playing wargames, and which you cannot buy anywhere. Along with this comes of the pride of having done something entirely by yourself, and all the knowledge from the research you did to create accurate miniatures of your chosen subjects. You will also develop a deeper respect for the artistry of good sculptors - miniatures sculpting is a fine art, no less than is the creation of the bronze statues which adorn our museums and public parks. The fact that the statues are millimeters tall, rather than so many feet, is of no importance. Ultimately, you will have opened a door to an aspect of our hobby which is not widely practiced, but which can be very fulfilling nonetheless.
{kind=link}